El mundo produce aproximadamente 4,570 millones de toneladas de cemento cada año — y una desviación de calidad del 1% significa 45 millones de toneladas de material potencialmente defectuoso vertido en puentes, edificios e infraestructura. El control de calidad del cemento es el sistema que evita que ese escenario se convierta en realidad. Abarca cada etapa de la producción, desde la química de la caliza cruda hasta la resistencia a la compresión de la prueba final de curado a 28 días — y la IA, los análisis en tiempo real y la automatización de la Industria 4.0 están reescribiendo las reglas, rápidamente.
Si trabajas en la fabricación de cemento, ya sientes el peso de esa responsabilidad. El margen de error es mínimo, el panorama regulatorio se sigue endureciendo, y el costo de un lote defectuoso — medido en retiros de producto, demandas y reputaciones destruidas — puede empequeñecer el costo de hacerlo bien desde el principio. Tres cifras para tener presentes: una desviación del 1% significa 45 millones de toneladas de riesgo, la IA puede elevar la consistencia de la calidad por encima del 95%, y los cementos mezclados ahora dominan el 68.45% de los envíos globales. El resto de esta guía explica qué significan esas cifras para tu planta — y qué hacer al respecto. Cubriré los métodos de prueba que importan, las tecnologías que están cambiando el juego, los estándares que no puedes ignorar y una hoja de ruta por fases que realmente puedes implementar.
Por qué importa el control de calidad en la fabricación de cemento
Seguridad estructural y riesgos para la salud pública
El concreto es el segundo material más consumido en la Tierra después del agua. El cemento mantiene unido al mundo construido — literalmente. Cuando el cemento no cumple con las especificaciones, las consecuencias no se quedan dentro de la planta. El concreto de baja resistencia se agrieta bajo carga. El exceso de cal libre provoca inestabilidad que se manifiesta como expansión retardada, literalmente separando las estructuras desde adentro. Un lote mal mezclado que atraviesa un punto de control de calidad débil puede comprometer todo un piso de un rascacielos o un tramo crítico de un paso elevado de autopista.
Consideremos lo que le ocurrió a un proveedor de prefabricados de tamaño mediano en el sudeste asiático en 2019. Su equipo de calidad notó una caída sutil pero persistente en la resistencia a la compresión a los 28 días — aproximadamente un 4% por debajo del objetivo — pero la atribuyó a la variación estacional. Para cuando se rastreó la causa raíz hasta una veta de la cantera de caliza con niveles elevados de MgO, tres proyectos de construcción ya habían incorporado los elementos prefabricados fuera de especificación. El costo de la remediación: $12 millones en refuerzo estructural y un retraso de dos años en el proyecto. La lección: en el control de calidad del cemento, «suficientemente cerca» nunca es suficientemente cerca.
El costo de las fallas de calidad
Entonces, cuánto cuesta realmente un lote defectuoso? Más de lo que imaginas. Un solo lote de cemento rechazado — provocado por finura, resistencia o composición química fuera de especificación — puede costar más de $50,000 en materias primas desperdiciadas, combustible para el horno y energía de molienda. Esa cifra no incluye los costos derivados: reclamos de clientes, penalizaciones contractuales, repeticiones aceleradas de pruebas y el daño reputacional que dificulta cerrar el siguiente contrato.
Según datos de la industria, los sistemas tradicionales de registros de calidad en papel — todavía comunes en muchas plantas — presentan tasas de error en la captura de datos de hasta un 15% (OxMaint, 2026). Eso significa que casi uno de cada siete puntos de datos utilizados para certificar la calidad del producto puede estar equivocado. Cuando un auditor solicita nueve meses de certificados trazables, una planta que depende de archivadores y hojas de cálculo puede tardar semanas en recopilar la respuesta. Una planta con transformación digital, de 3 millones de toneladas anuales, reportó haber reducido el tiempo de preparación de auditorías de dos semanas a dos horas tras implementar un sistema digital de gestión de calidad — una medida reveladora de la brecha entre los enfoques antiguos y los nuevos.
Cansado de las carreras de dos semanas para preparar auditorías? [Descubre cómo el control de calidad digital cambia eso →]
Imperativos regulatorios y de cumplimiento
El cemento no es solo otro producto industrial más — es un material de construcción regulado. Cada mercado importante aplica sus propios estándares: ASTM C150 en Estados Unidos, EN 197-1 en Europa, IS 269/8112 en India, GB 175 en China. Estos estándares definen límites químicos, umbrales de rendimiento físico y protocolos de prueba que los fabricantes deben cumplir para vender legalmente su producto. El incumplimiento puede resultar en retiros de producto, paralización de obras, multas regulatorias e incluso responsabilidad penal en casos extremos.
Para las plantas que exportan a varias regiones, el desafío se multiplica. Un solo producto puede necesitar satisfacer simultáneamente el ASTM C150 Tipo I, el EN 197-1 CEM I 42.5N y los estándares locales — cada uno con límites ligeramente distintos en el contenido de C₃A, los niveles de MgO o la equivalencia de álcalis. El cumplimiento de múltiples estándares no es opcional; es el costo de operar en un mercado globalizado.
El ciclo de vida del control de calidad del cemento: de la cantera a la entrega
El aseguramiento de la calidad del cemento no comienza en el horno ni termina en el silo. Empieza con la geología del yacimiento de caliza y se extiende hasta la condición del producto cuando llega al cliente. En cada punto de transferencia, se cuela la variación. Y ahí también es donde se detecta.
Prueba y validación de materias primas
La calidad del cemento terminado se determina en gran medida antes de que la harina cruda siquiera entre al horno. La caliza, la arcilla, la arena y el mineral de hierro aportan cada uno una firma química específica. La mezcla debe alcanzar objetivos precisos de contenido de CaO, SiO₂, Al₂O₃ y Fe₂O₃. El mapeo del frente de la cantera, el análisis de núcleos de perforación y el muestreo de la sección transversal de la banda transportadora constituyen la primera línea de defensa. Las plantas modernas utilizan analizadores en línea de banda transversal PGNAA (Análisis por Activación de Neutrones con Gamma Prompt) para medir la composición elemental en tiempo real, permitiendo ajustes continuos en la proporción de la harina cruda en lugar de esperar los resultados horarios del laboratorio.
Aseguramiento de calidad del clínker (cal libre, LSF, control de la zona de calcinación)
La zona de calcinación es donde la química se convierte en mineralogía. Los indicadores clave de calidad del clínker incluyen:
- Cal libre (f-CaO): objetivo por debajo del 1.5–2.0%. El exceso de cal libre indica una calcinación insuficiente y provoca inestabilidad en el cemento final.
- Factor de saturación de cal (LSF): típicamente entre el 92% y el 98%. El LSF rige el equilibrio entre la alita (C₃S) y la belita (C₂S) — las fases que determinan la resistencia temprana y tardía.
- Temperatura y tiempo de residencia en la zona de calcinación: afectan directamente la nodulización del clínker y la formación de fases.
La gestión de calidad en la producción de cemento en esta etapa se basa en el muestreo de la alimentación del horno cada 1 a 2 horas, combinado con análisis periódicos de XRF del clínker. Las plantas con sistemas de XRD en línea pueden rastrear la composición de fases (C₃S, C₂S, C₃A, C₄AF) casi en tiempo real, cerrando el ciclo entre la operación del horno y la calidad del clínker. Para las plantas que buscan mejorar la consistencia del clínker, [las estrategias de optimización del horno] pueden ayudar a alinear los parámetros de la zona de calcinación con los objetivos de calidad.
Molienda final y control de la finura
La molienda es donde el clínker se convierte en cemento. La distribución del tamaño de partícula influye directamente en el desarrollo de la resistencia a la compresión, la demanda de agua y la trabajabilidad. La prueba de finura Blaine (ASTM C204) mide el área superficial específica, con objetivos típicos de 300 a 400 m²/kg para el cemento Portland ordinario. Pero el Blaine por sí solo no cuenta toda la historia — el análisis del tamaño de partícula por difracción láser ofrece una imagen más completa de la curva de distribución, ayudando a optimizar el rendimiento del circuito de molienda y las tasas de adición de yeso.
Control de calidad en el envasado, almacenamiento y transporte
El control de calidad en la fabricación de cemento no termina en el silo. El almacenamiento inadecuado — exposición a la humedad, carbonatación o contaminación — puede degradar el cemento antes de que llegue al cliente. Las verificaciones de calidad en esta etapa incluyen el monitoreo de temperatura en los silos, la verificación del peso de las bolsas, la prueba de contenido de humedad y el etiquetado de trazabilidad. Para las entregas a granel, la inspección de los vehículos de transporte y la verificación de sellos aseguran que el producto que llega al sitio sea el mismo que salió de la planta.
Métodos principales de pruebas de laboratorio
El laboratorio es la columna vertebral de cualquier programa de control de calidad del cemento. Estas pruebas estandarizadas constituyen la base probatoria para la certificación del producto y el cumplimiento regulatorio.
Prueba de resistencia a la compresión (protocolos de 2/7/28 días)
La resistencia a la compresión es el parámetro de rendimiento individual más importante del cemento. Probada según ASTM C109 (cubos de mortero) o EN 196-1 (prismas), se mide a los 2, 7 y 28 días de curado. El resultado a los 28 días es el punto de especificación contractual, pero los resultados tempranos (a 2 y 7 días) proporcionan una retroalimentación de proceso crítica — una caída repentina en la resistencia temprana a menudo señala un problema de harina cruda o del horno que de otro modo pasaría desapercibido durante semanas.
Pruebas de tiempo de fraguado y estabilidad
- Tiempo de fraguado Vicat (ASTM C191): el fraguado inicial es típicamente superior a 45 minutos; el fraguado final es inferior a 375 minutos para el cemento Tipo I. Controla la ventana de trabajabilidad.
- Estabilidad en autoclave (ASTM C151): límite de expansión del 0.80% para la mayoría de los tipos. Detecta la expansión retardada causada por el exceso de cal libre o periclasa (MgO).
Análisis de composición química (cálculo de Bogue)
El cálculo de Bogue convierte la composición de óxidos (obtenida por XRF) en una composición de fases estimada — C₃S, C₂S, C₃A y C₄AF. Aunque los valores de Bogue son aproximaciones (asumen condiciones de equilibrio que no existen completamente en los hornos industriales), siguen siendo el método estándar para especificar y controlar la química del cemento. Objetivos típicos para el cemento Tipo I: C₃S del 50% al 55%, C₂S del 15% al 20%, C₃A del 8% al 12%, C₄AF del 6% al 10%.
Propiedades físicas (finura Blaine, gravedad específica)
Más allá de la finura Blaine (analizada anteriormente), otras pruebas físicas incluyen la gravedad específica (típicamente 3.15 para el OPC, según ASTM C188), el residuo en tamiz (45 μm, según ASTM C430) y el contenido de aire del mortero (ASTM C185). Estas propiedades influyen en el diseño de la mezcla, la demanda de agua y el rendimiento final del concreto.
Tu flujo de trabajo de pruebas no tiene por qué verse como en 2015. [Comienza una prueba gratuita →]
Tecnologías analíticas avanzadas que están transformando el control de calidad
Las pruebas de laboratorio son precisas — pero para cuando ves los resultados, el problema puede tener ya varias horas. Las tecnologías avanzadas de control de calidad del cemento cierran la brecha entre la detección y la prevención, transformando el control de calidad de reactivo a proactivo.
Fluorescencia de rayos X (XRF) — del laboratorio a la línea
La XRF es la herramienta fundamental del análisis químico del cemento. La XRF de dispersión de longitud de onda (WD-XRF) en el laboratorio ofrece una composición de óxidos precisa (CaO, SiO₂, Al₂O₃, Fe₂O₃, MgO, SO₃, Na₂O, K₂O) con una precisión típica de ±0.1–0.5% para los óxidos principales. Los instrumentos de XRF de dispersión de energía (ED-XRF) — más pequeños, rápidos y accesibles — se están implementando cada vez más en línea para un cribado rápido.
Sin embargo, el verdadero cambio es la migración de la XRF del laboratorio a la línea de proceso. Los analizadores de XRF en línea montados sobre bandas transportadoras proporcionan datos elementales continuos, permitiendo la corrección de la harina cruda en tiempo real. Las plantas que antes ajustaban las proporciones de mezcla basándose en resultados de laboratorio con un tiempo de respuesta de 2 a 4 horas, ahora pueden responder en minutos.
Difracción de rayos X (XRD) y análisis de fases
Mientras que la XRF indica qué elementos están presentes, la XRD indica qué compuestos han formado. Esta distinción es crítica para el control de calidad del clínker. La cal libre, por ejemplo, aparece claramente en los patrones de XRD pero es invisible para la XRF (que solo detecta el CaO total). Los sistemas modernos de XRD en línea pueden rastrear el C₃S, el C₂S, el C₃A, el C₄AF, la cal libre y la periclasa casi en tiempo real, dando a los operadores una ventana en tiempo real hacia la mineralogía del clínker que nunca antes habían tenido.
Espectroscopía FT-IR para la verificación de materias primas
La espectroscopía infrarroja por transformada de Fourier (FT-IR) está ganando terreno como una herramienta rápida y no destructiva para la verificación de materias primas. Puede distinguir entre diferentes minerales de arcilla (caolinita frente a montmorillonita — crítico para la producción de LC3), detectar impurezas de carbonato y evaluar el grado de calcinación en materiales suplementarios. Con tiempos de medición de menos de dos minutos y una preparación mínima de muestras, la FT-IR reduce la brecha de velocidad entre la inspección de campo y el análisis de laboratorio completo.
Analizadores en línea en tiempo real (PGNAA/PFTNA)
El PGNAA y su variante PFTNA (Activación por Neutrones Térmicos Rápidos Pulsados) representan el estándar de referencia para el análisis en línea de materiales a granel en las plantas de cemento. [Una descripción técnica de la tecnología PGNAA/PFTNA y sus aplicaciones] proporciona detalles técnicos más profundos sobre cómo funcionan estos sistemas. Montados a través de las bandas transportadoras, analizan la profundidad completa del flujo de material — no solo la superficie —, proporcionando datos de composición elemental cada 1 a 5 minutos. Las ventajas clave incluyen:
- Sin preparación de muestras: mide el material mientras fluye sobre la banda
- Análisis de volumen completo: penetra toda la carga, no solo la capa superficial
- Capacidad multielemento: mide simultáneamente Ca, Si, Al, Fe, S, K, Na, Mg y más
- Retroalimentación continua: permite el control en lazo cerrado de la harina cruda y la alimentación del horno
Comparación: análisis en línea frente a análisis fuera de línea — cuándo usar cada uno
| Parámetro | En línea (PGNAA/XRF) | Fuera de línea (XRF/XRD de laboratorio) |
|---|---|---|
| Velocidad | 1–5 minutos | 1–4 horas |
| Precisión | ±2–5% relativo | ±0.1–0.5% relativo |
| Preparación de muestra | Ninguna | Perla fundida / pastilla prensada |
| Mejor para | Control de proceso, detección de tendencias | Certificación, cumplimiento regulatorio |
| Costo | Alto CapEx, bajo costo por muestra | Menor CapEx, mayor costo por muestra |
| Cobertura | Continua, flujo completo | Muestras puntuales discretas |
No elijas un solo bando. Necesitas la velocidad del análisis en línea y la precisión del análisis fuera de línea — juntos. Los analizadores en línea proporcionan la velocidad necesaria para el control de proceso en tiempo real; el análisis de laboratorio fuera de línea proporciona la precisión necesaria para la certificación del producto y el cumplimiento normativo.
Automatización e Industria 4.0 en el control de calidad del cemento
Algo real está cambiando en el control de calidad del cemento. La automatización y la IA están pasando de las presentaciones de demostración a las plantas de producción, impulsadas por un ROI medible y la presión competitiva. Los sistemas automatizados de control de calidad en las plantas de cemento ya no son proyectos piloto — son implementaciones a escala de producción.
Sistemas automatizados de muestreo y monitoreo
Los muestreadores automatizados modernos extraen material representativo en intervalos definidos — de la harina cruda, la alimentación del horno, el clínker y el cemento terminado — sin intervención humana. Combinados con sistemas de transporte neumático que entregan las muestras directamente al laboratorio, eliminan las inconsistencias y demoras de la recolección manual. Algunos sistemas se integran directamente con instrumentos de XRF o XRD en línea, creando un ciclo analítico casi continuo.
Sensores IoT e integración de datos en tiempo real
El internet de las cosas (IoT) está convirtiendo la planta de cemento en un ecosistema de datos vivo. Sensores de temperatura en las carcasas de los hornos, monitores de vibración en los rodamientos de los molinos, transmisores de presión en las etapas del precalentador y medidores de flujo en las líneas de combustible — todo alimentando un historiador de datos centralizado. Para el control de calidad, el gran avance es la capacidad de correlacionar los parámetros del proceso (perfil de temperatura del horno, carga del circuito de molienda, velocidad del separador) con los resultados de calidad del producto en tiempo real, en lugar de depender de un análisis posterior.
IA y aprendizaje automático para la calidad predictiva
[La IA y el aprendizaje automático en la fabricación de cemento] están entregando resultados que eran imposibles hace cinco años. De dónde vienen las mayores ganancias? De la IA y el aprendizaje automático:
- Modelado predictivo de resistencia: los modelos de aprendizaje automático entrenados con datos históricos (química de materias primas, condiciones del horno, parámetros de molienda, pruebas de resistencia temprana) pueden predecir la resistencia a la compresión a los 28 días en cuestión de horas después de la producción — no semanas. Un sistema impulsado por IA redujo la varianza de resistencia del cemento en un 62%, eliminando efectivamente los rechazos de lotes por calidad (OxMaint, 2026).
- Optimización del horno: los controladores de IA ajustan continuamente la tasa de combustible, la velocidad del horno y el tiro del ventilador de tiro inducido en función de predicciones de calidad del clínker en tiempo real, entregando ahorros de combustible del 3% al 8% y hasta $2 millones al año en reducción de costos energéticos.
- Mantenimiento predictivo: los modelos de aprendizaje automático detectan la degradación del equipo antes de que afecte la calidad del producto — un sistema señaló una anomalía en el rodamiento del accionamiento principal del horno 18 días antes de una posible falla catastrófica, evitando una pérdida estimada de $2.1 millones.
Las cifras anteriores no son teóricas. Esto es lo que ocurrió cuando una planta puso la IA a trabajar. En 2025, un productor de cemento europeo de tamaño mediano implementó un optimizador de mezcla de materias primas basado en IA. El sistema analizaba continuamente la composición entrante de caliza y arcilla a través de datos en línea de PGNAA y ajustaba las proporciones de alimentación del molino de crudo en tiempo real. En tres meses, el consumo de combustible cayó un 6.2%, lo que se tradujo en $1.8 millones de ahorro anual. Más importante aún, la variabilidad de la cal libre del clínker cayó un 40%, facilitando significativamente el proceso de control de calidad posterior. El período de retorno de inversión: menos de ocho meses.
Gemelos digitales para la optimización de procesos
Qué pasaría si pudieras probar un cambio de proceso en tu planta sin arriesgar una sola tonelada de material? Eso es lo que permiten los gemelos digitales. Un gemelo digital refleja la planta física en tiempo real — desde la harina cruda hasta el cemento terminado —, permitiendo a los ingenieros de calidad simular escenarios hipotéticos antes de comprometerse con cambios en la producción. Quieres saber qué le pasa al LSF del clínker si cambias a una veta de caliza con un 2% más de MgO? El gemelo digital puede decírtelo antes de que comprometas una sola tonelada de material.
LIMS y sistemas digitales de gestión de calidad
Los Sistemas de Gestión de Información de Laboratorio (LIMS) son lo que une todo — seguimiento de muestras, programación de pruebas, alertas de fuera de especificación y generación de certificados, todo en un solo sistema. Cuando se integra con los sistemas ERP y las bases de datos de producción, un LIMS proporciona trazabilidad completa desde la cantera hasta el cliente — el tipo de trazabilidad que convierte una carrera de dos semanas para una auditoría en un informe de dos horas. Para las plantas listas para implementarlo, esta [guía de implementación de LIMS para laboratorios de cemento] proporciona un enfoque paso a paso.
Curiosidad por saber cómo se ve la calidad predictiva en tu planta? [Pruébalo gratis →]
Estándares internacionales que no puedes ignorar: ASTM C150, EN 197-1 y más
Un control de calidad del cemento eficaz requiere comprender tanto los marcos de ASTM como los de EN. Estos estándares son el lenguaje común que garantiza que una bolsa de cemento en Yakarta rinda igual que una en Jacksonville. Si trabajas en control de calidad, vives y respiras estas especificaciones — o deberías hacerlo.
ASTM C150 / C595 — los estándares estadounidenses explicados
La [especificación estándar ASTM C150/C150M] define ocho tipos de cemento Portland (I, IA, II, IIA, III, IIIA, IV, V), cada uno con requisitos químicos y físicos específicos:
| Parámetro | Tipo I (general) | Tipo II (sulfato moderado) | Tipo V (sulfato alto) |
|---|---|---|---|
| C₃S (%) | — | — | — |
| C₃A (%) | — | ≤8 | ≤5 |
| MgO (%) | ≤6.0 | ≤6.0 | ≤6.0 |
| SO₃ (%) | ≤3.0–4.5 | ≤3.0–4.5 | ≤2.3–3.0 |
| Expansión en autoclave (%) | ≤0.80 | ≤0.80 | ≤0.80 |
El ASTM C595 cubre los cementos hidráulicos mezclados (cemento con escoria, cemento Portland modificado con puzolana, etc.), con límites separados para cada categoría. Para una [guía completa de los estándares de cemento ASTM], que incluye tablas de parámetros completas y protocolos de prueba, consulta nuestra página de referencia de estándares.
EN 197-1 — especificaciones europeas del cemento
La EN 197-1 define 27 productos de cemento común distintos en cinco grupos principales (CEM I a CEM V), con clases de resistencia (32.5, 42.5, 52.5) y subclases (N para normal, R para resistencia temprana rápida). Los requisitos clave de cumplimiento incluyen:
- Resistencia mínima a la compresión a los 28 días por clase (por ejemplo, ≥42.5 MPa para CEM I 42.5N, con un máximo de 62.5 MPa)
- Límites químicos en el contenido de cloruros (≤0.10% para uso en concreto armado)
- Límites de contenido de sulfato (≤3.5% como SO₃ para la mayoría de los productos CEM I)
- Mínimos de tiempo de fraguado inicial (≥60 minutos para las clases 42.5 y 52.5)
ISO 9001 y sistemas de gestión de calidad
La ISO 9001 proporciona el marco general de gestión de calidad dentro del cual operan los estándares específicos del cemento. Exige procedimientos documentados para el control de procesos, el monitoreo y la medición, la gestión de no conformidades y la mejora continua. Para las plantas de cemento, la certificación ISO 9001 suele ser un requisito previo para suministrar a grandes proyectos de infraestructura y contratos gubernamentales.
Navegando el cumplimiento de múltiples estándares a nivel global
Las plantas que exportan a varias regiones enfrentan la complejidad de satisfacer estándares superpuestos — y a veces contradictorios. Un cemento que cumple con el EN 197-1 CEM I 42.5N podría no satisfacer el ASTM C150 Tipo I debido a diferencias en los límites de C₃A, los topes de contenido de álcalis o los métodos de prueba física. Las estrategias prácticas incluyen:
- Diseñar según el estándar más restrictivo entre los mercados objetivo
- Mantener protocolos de prueba paralelos (por ejemplo, pruebas de resistencia tanto ASTM C109 como EN 196-1)
- Usar herramientas digitales de gestión de cumplimiento que mapean automáticamente los requisitos entre estándares
Desafíos del control de calidad del cemento para cementos bajos en carbono y mezclados
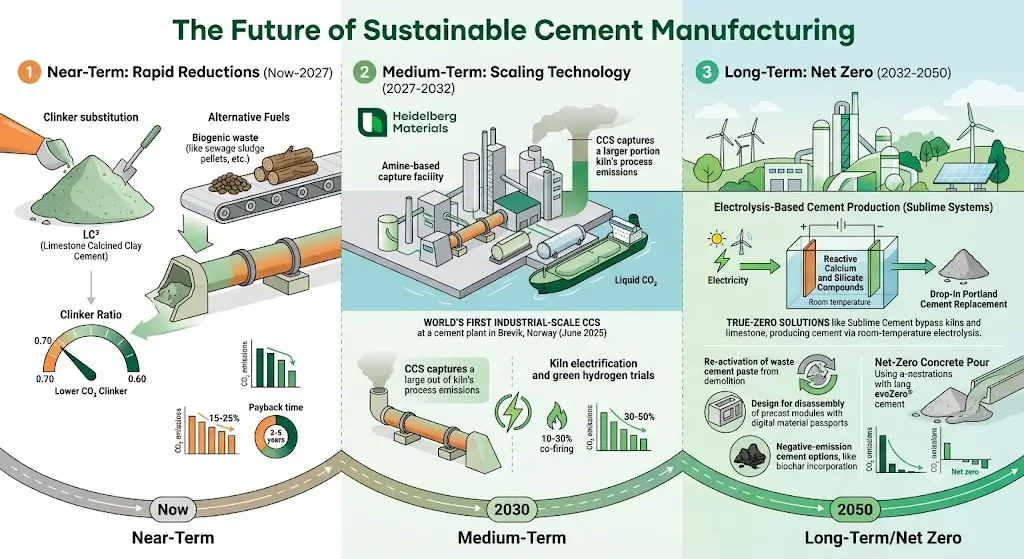
El impulso de descarbonización de la industria del cemento está reescribiendo el manual del control de calidad. Los cementos mezclados representaron el 68.45% de los envíos globales de cemento en 2025 (Mordor Intelligence, 2026), y la proporción sigue en aumento. Para el panorama completo sobre las [tecnologías de cemento bajo en carbono], incluyendo la captura de carbono y los combustibles alternativos, consulta nuestra guía de sostenibilidad. El control de calidad del cemento para productos mezclados introduce una nueva complejidad que exige pruebas mejoradas.
Control de calidad de la arcilla calcinada y el LC3
El cemento de caliza y arcilla calcinada (LC3) puede reducir las emisiones de CO₂ entre un 30% y un 40% en comparación con el OPC, según [investigación reciente revisada por pares sobre materiales y rendimiento del LC3], pero su control de calidad introduce desafíos específicos. El contenido de caolinita de la arcilla cruda debe cuantificarse con precisión (típicamente apuntando a más del 40% de caolinita) — muy poca y la reacción puzolánica es insuficiente; demasiada y el requisito de energía de calcinación aumenta. La FT-IR y la XRD son esenciales para verificar tanto la calidad de la arcilla como el grado de deshidroxilación después de la calcinación. A diferencia del clínker, donde la química se controla estrictamente mediante el proceso de calcinación, las fuentes de arcilla pueden variar significativamente dentro de una misma cantera, exigiendo pruebas más frecuentes y granulares.
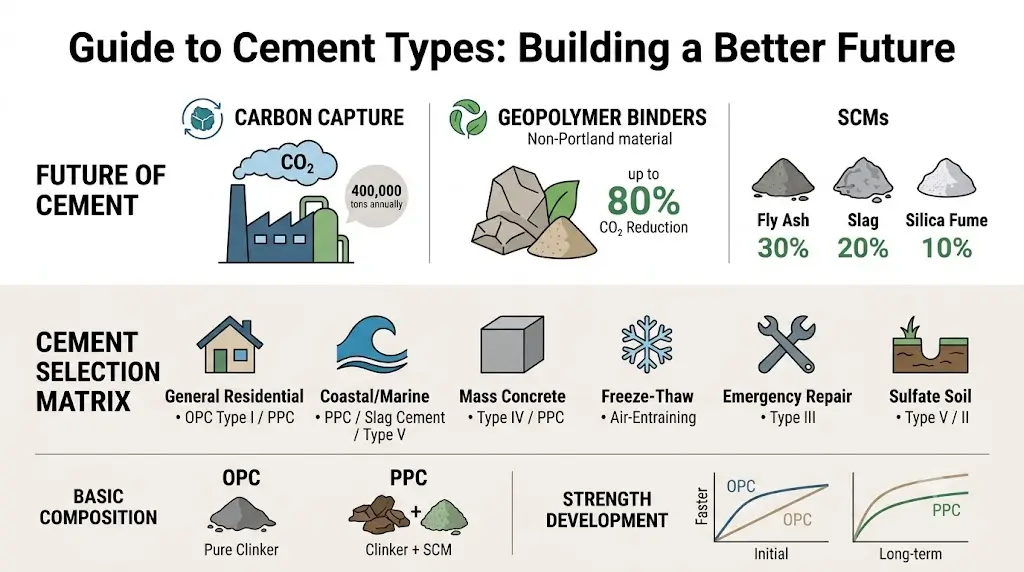
Mezcla de escoria y ceniza volante — nuevas exigencias de control de calidad
La escoria granulada de alto horno molida (GGBFS) y la ceniza volante son materiales cementantes suplementarios (SCM) establecidos, pero su calidad es inherentemente variable porque son subproductos industriales, no productos manufacturados. Los parámetros clave de control de calidad incluyen:
- Escoria: contenido vítreo (superior al 67% para el Grado 100 según ASTM C989), finura y consistencia química
- Ceniza volante: contenido de CaO (determina la Clase C frente a la Clase F según ASTM C618), pérdida por calcinación (típicamente ≤6%), finura y contenido de sílice amorfa
El aseguramiento de calidad en la fabricación de cemento para productos mezclados debe tener en cuenta la variabilidad de los SCM con una mayor frecuencia de muestreo y límites de control estadístico de proceso más estrictos.
Mantener la consistencia con materias primas alternativas
A medida que la industria avanza hacia modelos de economía circular — utilizando residuos de demolición de construcción, escoria de acero y otras materias primas alternativas —, la variabilidad química y física de los insumos aumenta drásticamente. Los sistemas de monitoreo de calidad del cemento en línea y en tiempo real ya no son opcionales — son herramientas de supervivencia, que proporcionan el ciclo de retroalimentación continua necesario para mantener la consistencia del producto cuando los insumos de materia prima son inherentemente inconsistentes.
Construyendo una estrategia moderna de control de calidad: hoja de ruta de implementación
Transformar el control de calidad del cemento de una función reactiva basada en papel a una capacidad predictiva y habilitada digitalmente no ocurre de la noche a la mañana. Las implementaciones más exitosas siguen un enfoque por fases que desarrolla capacidad de forma incremental mientras entrega retorno de inversión en cada etapa.
Fase 1: listas de verificación digitales y registro de datos
Cronograma: 1–3 meses | Inversión: baja | ROI: inmediato
El primer paso es eliminar el papel. Las listas de verificación digitales en tabletas o dispositivos móviles estandarizan la captura de datos, exigen campos obligatorios y eliminan los errores de transcripción. Combinada con un LIMS basado en la nube, esta fase entrega:
- Trazabilidad del 100% de los registros de calidad
- Preparación instantánea para auditorías (recordemos la planta que redujo la preparación de auditorías de dos semanas a dos horas)
- Alertas y escalamiento automático de fuera de especificación
- Recopilación de datos de referencia para el análisis de las Fases 2 y 3
Fase 2: analizadores en línea e integración de equipos
Cronograma: 3–9 meses | Inversión: media-alta | ROI: 6–12 meses
Esta fase conecta el proceso físico con el sistema digital de calidad. Instalar analizadores en línea de PGNAA o XRF en las corrientes de proceso clave (harina cruda, alimentación del horno, producto del molino de cemento) proporciona los datos en tiempo real necesarios para el control en lazo cerrado. La integración con los sistemas DCS/SCADA existentes crea una imagen operativa unificada. Los resultados clave incluyen:
- Reducción del retraso en la corrección de la harina cruda de horas a minutos
- Reducción de la variabilidad del clínker entre un 30% y un 50%
- Optimización del circuito de molienda mediante retroalimentación continua de finura
Fase 3: calidad predictiva impulsada por IA y automatización total
Cronograma: 9–18 meses | Inversión: alta | ROI: 12–18 meses (más del 250% en 18 meses)
Con una base de datos digitales limpios y análisis de proceso en tiempo real, los modelos de IA y aprendizaje automático pueden entrenarse para predecir resultados de calidad y prescribir ajustes óptimos de proceso. Esta fase entrega:
- Predicción de la resistencia a los 28 días a partir de datos de proceso tempranos
- Optimización del horno y del molino impulsada por IA (ahorros de combustible del 3% al 8%, consistencia de calidad superior al 95%)
- Detección de anomalías y análisis de causa raíz en minutos, no en días
- Implementación de gemelos digitales para la planificación de escenarios
Indicadores clave de rendimiento (KPI) para el control de calidad del cemento
Una estrategia moderna de control de calidad necesita KPI medibles para dar seguimiento al progreso y justificar la inversión:
| KPI | Objetivo | Medición |
|---|---|---|
| Varianza de resistencia a 28 días (σ) | <1.5 MPa | Desviación estándar móvil de 30 días |
| Cal libre en el clínker | <1.5% promedio | XRD en línea / prueba de laboratorio horaria |
| Lotes fuera de especificación | <0.5% | Rechazados / total producido mensualmente |
| Tiempo de preparación de auditorías | <4 horas | Tiempo desde la solicitud hasta la entrega del informe |
| Tasa de error en la captura de datos | <0.5% | Verificaciones de validación automatizadas |
| Desviación del LSF de la harina cruda | ±2% del objetivo | Analizador en línea + confirmación de laboratorio |
Preguntas frecuentes
Qué es el control de calidad del cemento?
El control de calidad del cemento es el sistema de pruebas, monitoreo y gestión de procesos que garantiza que el cemento cumpla con las especificaciones químicas, físicas y de rendimiento desde la extracción de la materia prima hasta la entrega. Abarca las pruebas de laboratorio (resistencia a la compresión, XRF, XRD), el análisis en tiempo real en línea (PGNAA/PFTNA) y el cumplimiento de estándares como el ASTM C150 y el EN 197-1.
Cuáles son las principales pruebas para el control de calidad del cemento?
Las principales pruebas para el control de calidad del cemento incluyen la prueba de resistencia a la compresión (protocolos de 2/7/28 días según ASTM C109/EN 196-1), el tiempo de fraguado Vicat (ASTM C191), la estabilidad en autoclave (ASTM C151), el análisis de composición química mediante XRF y el cálculo de Bogue, la finura Blaine (ASTM C204) y la gravedad específica (ASTM C188).
Cómo mejora la IA el control de calidad del cemento?
La IA mejora el control de calidad del cemento mediante el modelado predictivo de resistencia (reduciendo hasta en un 62% la varianza de resistencia a los 28 días), la optimización del horno en tiempo real (ahorros de combustible del 3% al 8%), el mantenimiento predictivo (detectando fallas de equipo antes de que afecten la calidad) y la optimización automatizada de la mezcla de materias primas. Los sistemas impulsados por IA pueden predecir la resistencia a la compresión a los 28 días en cuestión de horas en lugar de semanas.
Qué estándares rigen la calidad del cemento?
La calidad del cemento está regida por el ASTM C150 (estándares estadounidenses de cemento Portland con 8 tipos de cemento), el EN 197-1 (estándares europeos que definen 27 productos de cemento común en 5 grupos), el ASTM C595 (cementos hidráulicos mezclados) y la ISO 9001 (sistemas de gestión de calidad). Los estándares regionales incluyen el IS 269/8112 (India) y el GB 175 (China).
Qué es el PGNAA en el control de calidad del cemento?
El PGNAA (Análisis por Activación de Neutrones con Gamma Prompt) es una tecnología de analizador en línea utilizada en las plantas de cemento para la medición en tiempo real de la composición elemental de materiales a granel sobre bandas transportadoras. Proporciona un análisis multielemento continuo (Ca, Si, Al, Fe, S, K, Na, Mg) cada 1 a 5 minutos sin necesidad de preparación de muestras, permitiendo el control en lazo cerrado de la harina cruda y la alimentación del horno.
Conclusión
El control de calidad del cemento solía ser una función de trastienda. Ya no lo es. Es la diferencia entre una planta que sobrevive y una que lidera.
Las fallas de calidad cuestan mucho más que el control de calidad — no de forma lineal, sino catastróficamente más. Un solo lote rechazado cuesta más de $50,000; un defecto estructural puede costar millones. Los análisis en tiempo real y la IA han cerrado el ciclo de retroalimentación: una reducción del 62% en la varianza, un 8% de ahorro en combustible y un modelado predictivo de resistencia que convierte semanas de espera en horas. Y con los cementos mezclados ahora en el 68.45% de los envíos globales, el manual antiguo ya no funciona — el monitoreo continuo no es opcional, es supervivencia.